
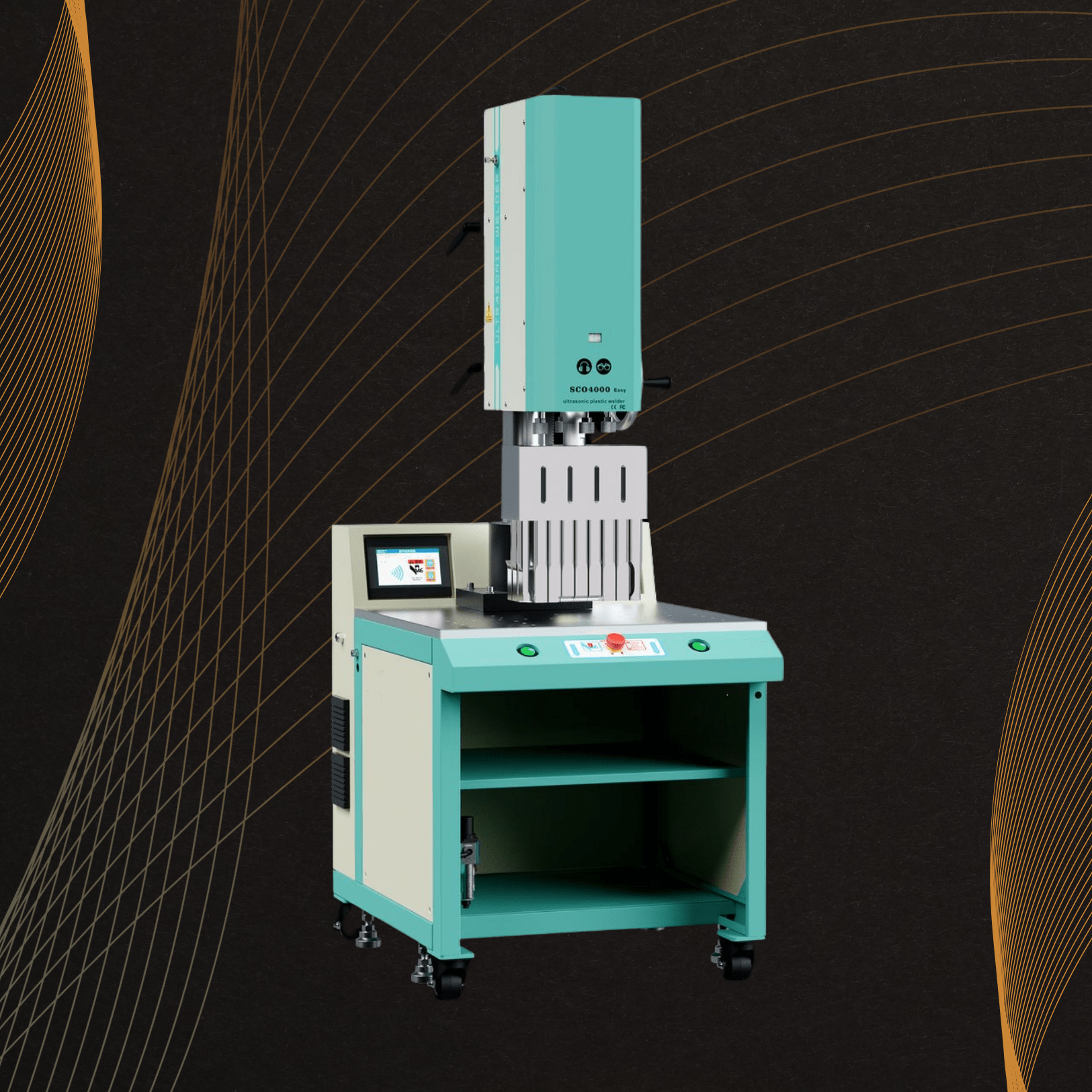
4200W Ultrasonic Plastic Welding Machine — Precision Power for Demanding Production Lines
The 4200W Ultrasonic Plastic Welding Machine is built for manufacturers who need maximum bonding power without compromising on cycle speed or weld consistency. Specifically, it delivers 4,200 watts of continuous ultrasonic output, handling thick, complex, and rigid thermoplastic assemblies that lower-powered units simply cannot process reliably. In addition, the machine covers everything from automotive structural components to large-format medical housings — the full range of high-throughput industrial welding demands. Ultimately, if your production requires strength, repeatability, and speed, this is the machine to specify.
What Makes the 4200W Ultrasonic Plastic Welding Machine Different?
Power output is the single most decisive factor in ultrasonic welding performance. Specifically, 4,200 watts of generator output enables the machine to sustain full amplitude even under high clamping forces and large joint areas — conditions where lower-wattage systems throttle back and produce inconsistent welds. As a result, production lines that previously required multiple machine changeovers can now run through diverse part families on a single press.
Furthermore, the 4200W model is typically paired with a 20 kHz or 15 kHz transducer-booster-horn stack, giving the operator flexibility to balance amplitude range and joint coverage for their specific part geometry. Consequently, one machine can serve multiple product families across a single production cell, reducing capital expenditure and floor-space requirements at the same time.
Key Technical Specifications
To begin with, understanding the core parameters helps engineers match machine capability to process requirements. Below are the standard specifications for the 4200W Ultrasonic Plastic Welding Machine:
- Generator output power: 4,200 W (continuous rated)
- Frequency options: 15 kHz or 20 kHz
- Amplitude range: 20 µm – 80 µm (booster-dependent)
- Welding pressure: 0.1 MPa – 0.6 MPa (pneumatic)
- Control system: PLC with 7-inch colour touchscreen HMI
- Weld modes: Time, Energy, Distance, Absolute Distance
- Data logging: USB export, up to 500 weld records stored
- Cooling: Forced-air cooled transducer
- Power supply: 220 V / 380 V, 50/60 Hz, single or three-phase
- Frame: Heavy-gauge powder-coated welded steel
- Approx. dimensions: 650 mm × 550 mm × 1,700 mm
- Net weight: Approx. 180 kg
Additionally, the generator features automatic frequency tracking and amplitude stabilisation. As a result, weld quality remains consistent even when part tolerances vary within the same production batch — a critical advantage for high-volume automotive and medical lines.
How the 4200W Ultrasonic Welding Process Works
The welding cycle follows the same fundamental physics as all ultrasonic plastic welding systems. However, the 4,200-watt power reserve ensures the process completes reliably even at maximum energy delivery. Below, each stage of the full cycle is explained in sequence.
Step 1 — Part Loading
First, the operator or automated cell places the lower component into the precision fixture nest. Correct nest geometry ensures the part sits flush and square. Otherwise, tilt-induced misalignment causes incomplete welds and cosmetic flash on visible surfaces.
Step 2 — Horn Descent and Pre-Pressure
Next, the pneumatic actuator lowers the welding horn onto the upper component. Before ultrasonic energy fires, a brief pre-pressure phase seats the parts firmly together and removes any gap at the joint interface, which is essential for repeatable energy transfer.
Step 3 — Ultrasonic Energy Delivery
At this stage, the 4200W generator converts mains voltage into a high-frequency electrical signal at 15 kHz or 20 kHz. This signal drives the piezoelectric transducer, which converts electrical energy into longitudinal mechanical vibration. Subsequently, the booster amplifies the vibration before it reaches the horn face and enters the plastic joint.
Step 4 — Melt and Consolidation
As a result, frictional and viscoelastic heat develops at the energy director or shear joint, melting the plastic locally. Once the target weld parameter — energy, distance, or time — is reached, the generator shuts off. Simultaneously, hold pressure continues, compressing the melt and forming a strong molecular bond as it solidifies under load.
Step 5 — Horn Retraction and Part Removal
Finally, after the hold period expires, the horn retracts and the finished assembly is released. Total cycle time typically falls between 0.5 seconds and 4.0 seconds. Therefore, even complex large-part assemblies can achieve high throughput with minimal operator intervention.
Industries and Applications
The 4200W output level opens the door to a wide range of large-part and high-strength applications. Moreover, its multi-mode control system adapts easily to different joint types and production standards across diverse manufacturing sectors.
Automotive Manufacturing
Manufacturers use this machine to weld instrument panel sub-assemblies, large fluid reservoirs, air-intake manifolds, rear light clusters, and structural underbody brackets. In particular, the 4,200-watt reserve ensures complete joint fusion across wide horn contact areas — even in reinforced polyamide and glass-filled polypropylene, which are notoriously demanding to weld consistently.
Medical Device Production
Clean, particulate-free welds are essential in this sector. Consequently, the 4200W Ultrasonic Plastic Welding Machine bonds large diagnostic housings, filter assemblies, surgical instrument handles, and sterilisation tray lids with consistent hermetic integrity. Furthermore, the machine supports ISO 13485-compliant data logging for full weld traceability on every production record.
Industrial Packaging
High-throughput packaging lines rely on this model for welding rigid container shells, tamper-evident closures, and large blister packs. Because no adhesives or solvents are used, the process is clean, fast, and compliant with food-contact material regulations. In addition, the absence of consumables reduces per-unit operating costs significantly compared to adhesive bonding methods.
Electronics and Consumer Durables
Power tool housings, large appliance panels, and outdoor electrical enclosures all benefit from the machine’s ability to deliver controlled energy across oversized joint geometries. In addition, the distance-mode weld control prevents cosmetic over-flash on Class-A visible surfaces. As a result, finished parts require no post-weld trimming or cosmetic rework before assembly.
Why Choose 4200W? Comparing Power Levels
Not every application demands 4,200 watts. However, certain part characteristics make higher wattage the only reliable option. Specifically, the following conditions point clearly toward the 4200W model:
- Joint area greater than 80 cm² — lower-power machines cannot sustain amplitude across wide horn faces
- Wall thickness above 5 mm — deep energy penetration requires sustained output
- Crystalline or glass-filled polymers (PA-GF, PPS, PEEK) — these absorb energy rapidly and demand a deep power reserve
- High-volume lines with sub-second cycle targets — the 4200W generator recovers faster between cycles
- Multi-cavity or dual-horn configurations — splitting output across two horns requires sufficient headroom
In contrast, a 2,000 W or 2,600 W machine suits smaller, thinner, or softer parts. Therefore, the 4200W model is the right call when your part geometry or material properties push beyond the capacity of mid-range machines. As a rule, always confirm the required amplitude and joint area with your applications engineer before finalising the power rating.
Materials Compatible with the 4200W System
The machine processes all common thermoplastics. Nevertheless, optimal weld quality depends on correct joint design for each material group, so material selection should always precede tooling design.
Amorphous polymers — easiest to weld, widest process window: ABS, PC, PS, PMMA, SAN, PVC (rigid), PPO/PPE
Semi-crystalline polymers — require precision joint design: PP, PA6, PA66, PA-GF, POM, PBT, PET, PEEK, PPS
Furthermore, the system handles dissimilar-material assemblies — for example, bonding a polycarbonate lens insert into a polypropylene housing — provided both materials share a compatible melt temperature range. In such cases, the joint design must also account for differing acoustic impedance between the two polymer types.
Horn and Fixture Selection
The welding horn (sonotrode) is the most application-specific component in the system. For this reason, horns for a 4200W machine are typically machined from titanium alloy (Ti-6Al-4V) to withstand high-amplitude cyclic stress, or from aerospace-grade aluminium for cost-sensitive applications.
Equally important, the fixture nest must replicate the lower component’s mating surface precisely. Tolerances tighter than ±0.1 mm are standard practice, since fixture inaccuracy directly translates into weld inconsistency and cosmetic defects. As a result, investing in a well-engineered nest pays back quickly in reduced scrap and rework costs.
Maintenance Schedule
To maintain machine uptime and weld-quality consistency, follow this recommended preventive service schedule:
Daily: Clean horn face and nest surfaces; inspect pneumatic lines for leaks; verify trigger and hold-pressure settings; review last-cycle data log for parameter drift.
Weekly: In addition, inspect the horn for micro-cracks or wear; clean transducer contact surfaces and check torque; test the emergency-stop and overload-protection circuits.
Monthly: Moreover, calibrate pneumatic pressure sensors; back up all stored weld programs to USB; check booster mounting torque and confirm horn resonance frequency has not drifted.
Annually: Finally, conduct a full transducer output amplitude test and replace if drift exceeds ±5%; complete an electrical safety inspection; recalibrate HMI touchscreen and data-logging accuracy.
Beyond the machine itself, our applications team provides full commissioning support and operator training for every installation. For further details, explore our Ultrasonic Welding Service and Commissioning Packages. Similarly, for replacement tooling, visit our Horn and Booster Spare Parts Catalogue. Engineers specifying a new installation should also review our Ultrasonic Welding Horn Design and Material Guide before ordering tooling.
Frequently Asked Questions
How Much Floor Space Does the 4200W Ultrasonic Plastic Welding Machine Require?
The standard standalone press occupies approximately 650 mm × 550 mm. However, total cell layout must account for the operator work zone, material feed, and any downstream conveyors. In practice, a clear area of 2 m × 1.5 m is sufficient for a comfortable single-operator cell with room for incoming and outgoing part trays.
Can the Machine Be Integrated into an Automated Production Line?
Yes. The machine includes dry-contact I/O and RS-232/RS-485 communication ports for PLC integration, robot cell interfacing, and conveyor interlocking. Moreover, most models support optional EtherNet/IP or PROFIBUS modules for Industry 4.0 connectivity. As a result, integrating the welder into a fully automated cell is straightforward for most system integrators.
What Is the Warranty and After-Sales Support Policy?
Standard warranty covers the generator, transducer, and press frame for 12 months from commissioning. In addition, extended 24-month and 36-month service plans are available, including scheduled preventive maintenance visits and priority spare-parts supply. Furthermore, remote diagnostics support is included at no additional cost during the warranty period.
Is Operator Training Required?
Formal training is strongly recommended for all new operators. Specifically, a one-day hands-on session covering machine setup, weld-parameter optimisation, tooling changeover, and fault diagnostics significantly reduces scrap rates during production ramp-up. In addition, trained operators identify parameter drift earlier, preventing defective batches before they reach downstream inspection stages.
For reference, international standards governing ultrasonic plastic joining processes are published by the Plastics Industry Association (PLASTICS). Similarly, workplace safety compliance for industrial welding equipment is governed by guidelines from OSHA.
Get a Quote for the 4200W Ultrasonic Plastic Welding Machine
Specifying the right machine starts with understanding your part geometry, material, and production volume. To that end, our application engineers will review your requirements, recommend the correct frequency, power level, and horn design, and provide a detailed quotation. Alternatively, you can send a sample part for a complimentary weld test at our facility — contact us today to arrange it.
